ĐỒ ÁN TỐT NGHIỆP ĐẠI HỌC HỆ THỐNG CHÍNH THỨC TỰ ĐỘNG ĐIỆN CÔNG NGHIỆP. Nội dung và yêu cầu phải đáp ứng khi làm nhiệm vụ tốt nghiệp (lý thuyết, thực hành, số liệu cần tính toán và hình vẽ). TÓM TẮT LƯU Ý CỦA GIÁO VIÊN 1. Tâm trí, thái độ của sinh viên trong quá trình thực hiện luận văn tốt nghiệp.
Từ thực tế đó, trong quá trình học tập tại Trường Đại học Dân lập Hải Phòng, tôi đã nhận được sự tư vấn, hướng dẫn tận tình của các giảng viên Bộ môn Điện Công nghiệp và đặc biệt là giảng viên ThS. Nguyễn Đức Minh. “Tôi nhận được đồ án với chủ đề: “Thiết kế hệ thống phân loại sản phẩm bằng PLC” nhằm giúp các em học sinh hiểu rõ hơn về chủ đề này.
GIỚI THIỆU TỔNG QUAN VỀ PLC VÀ CẤU TRÚC HỌ
Giới thiệu về PLC
Vào những năm 1970, với sự phát triển của công nghệ phần mềm, bộ điều khiển PLC không chỉ thực hiện các lệnh đơn giản mà còn có các lệnh định giờ, đếm sự kiện, lệnh xử lý toán học. học, xử lý dữ liệu, xử lý xung, xử lý thời gian thực... Về bản chất, PLC là hệ thống vi xử lý với những ưu điểm mà các hệ vi xử lý khác không có và có hệ điều hành được cài đặt sẵn với các chức năng điều khiển được lập trình. Bộ xử lý CPU: Bộ xử lý gọi các lệnh vào bộ nhớ chương trình để thực thi chúng một cách tuần tự theo chương trình.
Bus I/O: Trong PLC, dữ liệu được trao đổi giữa bộ vi xử lý và mô-đun I/O thông qua bus I/O.
Phân Loại
Vùng bộ nhớ dữ liệu: Không giống như bộ nhớ chương trình, vùng bộ nhớ này dùng để lưu trữ kết quả của người dùng. Vùng bộ nhớ bit hay còn gọi là vùng bộ nhớ rơle nội, thường được ký hiệu là M, được sử dụng cho dữ liệu logic. Hệ thống bus được chia thành ba loại: bus địa chỉ, bus điều khiển và bus dữ liệu.
Có cấu trúc module, có khả năng sử dụng các ngôn ngữ bậc cao trong lập trình máy tính.
Chế độ làm việc và vòng quét
Các thiết bị phụ trợ
Ngôn ngữ lập trình
Ngôn ngữ sơ đồ bậc thang (LAD): Ngôn ngữ hình thang, ký hiệu LAD (Ladder logic), loại ngôn ngữ này rất phù hợp với những người đã quen với việc thiết kế các mạch điều khiển logic.
Ứng dụng PLC
Giới thiệu PLC S7-200
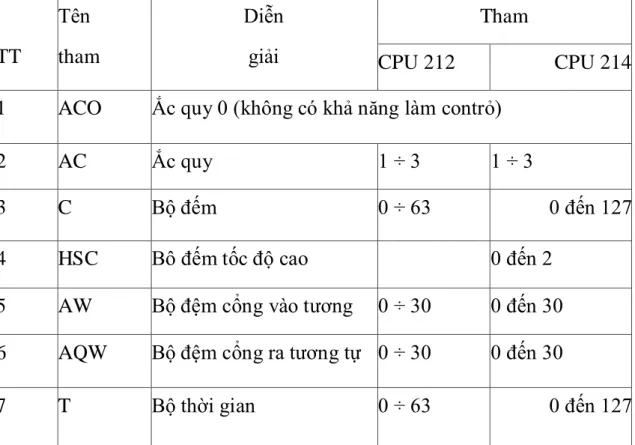
- Các thông số kỹ thuật và tiêu chuẩn PLC s7-200
- Tính năng của PLC S7-200
- Cấu trúc bộ nhớ CPU
Đèn báo trên CPU: Đèn báo trên PLC cho chúng ta biết các chế độ làm việc. Run: Cho phép PLC thực thi một chương trình trong bộ nhớ. PLC sẽ chuyển từ Run sang Stop nếu xảy ra sự cố trong quá trình vận hành. Thuật ngữ: Cho phép máy tính xác định chế độ hoạt động của CPU, khi tắt hoặc khởi động.
Vùng dữ liệu được chia thành các vùng nhớ nhỏ với các mục đích sử dụng khác nhau, chúng được đánh dấu bằng các chữ cái tiếng Anh khác nhau, biểu thị mục đích sử dụng cụ thể của chúng. Tất cả các byte trong vùng dữ liệu có thể được truy cập bằng con trỏ. Con trỏ: là toán hạng lấy nội dung của byte, word hoặc doubleword được trỏ tới bởi con trỏ.
Dữ liệu loại đối tượng bao gồm các thanh ghi hẹn giờ, bộ đếm, bộ đếm tốc độ cao, bộ đệm I/O tương tự và thanh ghi tích lũy (AC). RUN (đèn xanh): Cho biết PLC đang ở chế độ làm việc +STOP (đèn vàng): Cho biết PLC đang ở chế độ dừng 4. Đèn xanh trên cổng đầu vào cho biết trạng thái tức thời của cổng đầu vào. Cổng giao tiếp: S7-200 sử dụng cổng giao tiếp nối tiếp RS 485 với đầu nối 9 chân để giao tiếp với thiết bị lập trình hoặc các PLC khác.
Tập lệnh
- Các lệnh vào ra
- các lệnh ghi xóa giá trị cho tiếp điểm
- Timer: TON,TOF, TONR
Giá trị của các bit có địa chỉ đầu tiên là n sẽ là 1 khi đầu vào của lệnh này là 1. IN:BOOL:bật bộ định thời PT:Int: giá trị đặt cho bộ định thời Txxx: số bộ định thời. Hàm này chỉ được thực thi nếu giá trị dương từ 0 đến 1 xuất hiện ở đầu vào đếm. Khi số lượng đạt đến giới hạn 999, nó không thể tăng thêm nữa.
Đặt Bộ đếm (S-đặt bộ đếm): Bộ đếm được đặt thành giá trị được lập trình ở đầu vào PV khi có sự thay đổi mức 0-1 ở đầu vào S này. Khi giá trị hiện tại lớn hơn hoặc bằng giá trị cài đặt PV (Giá trị đặt trước), đầu ra sẽ được BẬT. Khi chân Reset được kích hoạt (cạnh lên), giá trị và đầu ra của bộ đếm hiện tại được trả về 0.
Mô tả: Khi chân LD được kích hoạt (cạnh lên), giá trị PV được tải vào bộ đếm. Mỗi khi có cạnh tăng ở chân CD, giá trị bộ đếm (1 từ) sẽ giảm đi 1. Khi giá trị hiện tại của bộ đếm là 0, đầu ra sẽ BẬT và bộ đếm sẽ ngừng đếm. Mỗi khi có cạnh lên ở chân CD, giá trị của bộ đếm sẽ giảm đi 1.
Khi giá trị hiện tại lớn hơn hoặc bằng giá trị cài đặt PV (Giá trị đặt trước), đầu ra sẽ được BẬT. Khi chân R được kích hoạt (cạnh lên), giá trị bộ đếm và đầu ra được trả về 0.
Chương trình điều khiển
- Khai bào phần cứng
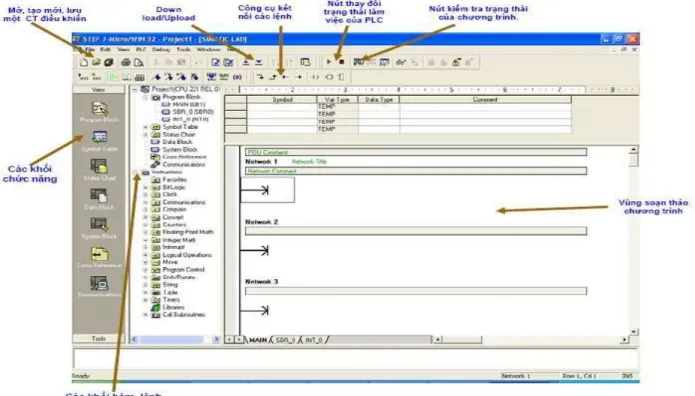
- Cấu trúc của sổ lập trình
Nội dung của cửa sổ "Thành phần chương trình" tùy thuộc vào ngôn ngữ lập trình đã chọn. Bạn có thể bấm đúp vào các phần tử lập trình cần thiết trong danh sách để chèn chúng vào danh sách. Cũng có thể chèn các phần tử cần thiết bằng cách nhấn và thả chuột.
KHÁI QUÁT HỆ THỐNG PHÂN LOẠI SẢN PHẨM LỰA
- Hoạt động phân loại thủ công
- Hoạt động phân loại tự động
- Các yêu cầu khi thiết kế hệ thống
- Các chuyển động chính
- Các yêu cầu khi thiết kế
- Phân tích lựa chọn phương án thiết kế
- Các băng chuyền phân loại sản phẩm hiện nay
- Giới thiệu chung
- Ưu điểm của băng tải
- Cấu tạo băng tải
- Các loại băng tải trên thị trường hiện nay
Vì vậy, việc đưa ra tự động hóa không chỉ làm giảm sức lao động của con người mà còn nâng cao năng suất và chất lượng sản phẩm. Tự động hóa có thể được sử dụng cho nhiều loại hình sản xuất hàng loạt và riêng lẻ với mức độ chuyên môn hóa cao nên năng suất và chất lượng sản phẩm rất cao. Vì vậy, nó buộc con người phải chuẩn hóa các chi tiết, sản phẩm sản xuất.
Khi sản xuất sản phẩm, công nhân sử dụng thiết bị đo lường để xác định sản phẩm thuộc loại nào. Ngoài ra, những người công nhân làm việc nhiều giờ chắc chắn sẽ mắc phải những sai sót dẫn đến chất lượng sản phẩm không đồng đều. Sau khi sản phẩm được sản xuất, chúng sẽ tự động được phân phối đều dọc theo dây chuyền lắp ráp.
Chuyển động tịnh tiến của piston có tác dụng đẩy sản phẩm vào thùng trên băng tải phân loại. Khi sử dụng băng tải để vận chuyển sản phẩm, công tắc giới hạn được đặt phía trên băng tải để nhận biết sản phẩm có chiều cao vượt quá chiều cao cho phép. Ưu điểm: Vận chuyển sản phẩm nhanh hơn nên năng suất cao hơn, sử dụng ít piston hơn, ít băng tải hơn nên chi phí sản xuất thấp, sử dụng ít cảm biến nên dễ điều khiển.
Ưu điểm: phân loại sản phẩm đa dạng hơn, có thể phân loại nhiều kích cỡ sản phẩm cùng lúc. Trong kho, nó được sử dụng để vận chuyển bưu kiện, vật liệu dạng hạt hoặc các sản phẩm khác.

KẾ XÂY DỰNG MÔ HÌNH PHÂN LOẠI SẢN
- Thiết kế khối nguồn 1 chiều
- Giới thiệu động cơ 1 chiều
- Phương trình đặc tính cơ của động cơ điện 1 chiều
- Phân loại động cơ điện 1 chiều
- Nguyên lý làm việc của động cơ điện 1 chiều
- Cấu tạo nguyên lý hoạt động, sơ đồ khối của Rơle
- Cảm biến quang
- Công tắc hành trình
- Mô tả hệ thống phân loại sản phẩm
- Sơ đồ khối
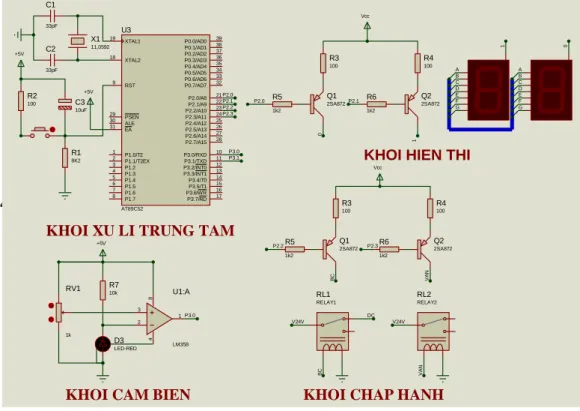
- Sơ đồ nguyên lý
- Khối xử lý trung tâm
- Khối chấp hành
BA: Máy biến áp nguồn có chức năng tạo ra điện áp thích hợp cho mạch chỉnh lưu. CL: Cầu chỉnh lưu có tác dụng cân bằng điện áp xoay chiều thành điện áp một chiều cho mạch điều khiển. Trong mô hình, do sử dụng bộ truyền động băng tải đai và không yêu cầu tải trọng lớn nên không cần sử dụng động cơ công suất lớn.
Động cơ điện DC được sử dụng rất phổ biến trong công nghiệp và trong các thiết bị cần điều chỉnh tốc độ quay liên tục trong phạm vi hoạt động. Động cơ điện một chiều dùng trong dân dụng thường là động cơ hoạt động ở điện áp thấp và được sử dụng với tải nhỏ. Trong công nghiệp, động cơ điện một chiều được sử dụng ở những nơi cần mômen khởi động lớn hoặc cần điều chỉnh tốc độ phẳng trong phạm vi rộng.
So sánh đặc tính cơ của động cơ điện một chiều kích từ độc lập. Động cơ điện một chiều kích thích độc lập: có dòng điện kích từ và từ thông động cơ không phụ thuộc vào dòng điện phần ứng. Động cơ điện một chiều kích từ song song: Khi nguồn điện một chiều có công suất cực lớn, điện trở trong của nguồn coi như = 0 thì điện áp nguồn sẽ không đổi, không phụ thuộc vào dòng điện trong phần ứng. Động cơ DC còn được gọi là kích thích độc lập.
Động cơ DC kích thích nối tiếp: Cuộn dây kích từ được mắc nối tiếp với mạch phần ứng. Động cơ DC kích thích hỗn hợp: gồm 2 cuộn dây kích từ, cuộn dây kích từ song song và cuộn dây kích từ nối tiếp, trong đó cuộn dây kích từ song song là quan trọng nhất. Khi đặt một điện áp một chiều U vào hai chổi than A và B thì dòng điện Iu chạy trong cuộn dây phần ứng.
Khi động cơ quay, các dẫn hướng cắt của từ trường sẽ sinh ra suất điện động Eu.